برش ورق استیل
برش ورق استیل با توجه به نوع و کاربرد و ضخامت با دستگاههای مختلف قابل انجام است. ما در این مقاله سعی داریم شما را با انواع ورقههای استیل، انواع دستگاههای برش و کاربردهای آنها بیشتر آشنا کنیم.
برش ورق استیل چیست؟
ابزارآلات بسیاری جهت برش ورقهای استیل با دستگاههای مختلفی وجود دارد که هر کدام بسته به ضخامت و نوع کاربردهای متفاوتی دارند. استیل در واقع ترکیبی از آهن و کربن است که کمتر از 2 درصد کربن دارد. ورقهای استیل به دلیل انعطاف پذیری و همچنین مقاومت بالایی که دارند در مصارف متعددی مورد استفاده قرار میگیرند.
ابزار برشهایی که در برش ورق استیل استفاده میشوند عبارتند از:
- برش با لیزر
- روش پلاسما
- قیچیهای برش
- دستگاه CNC
- روش واتر جت
- ارههای مخصوص رو میزی
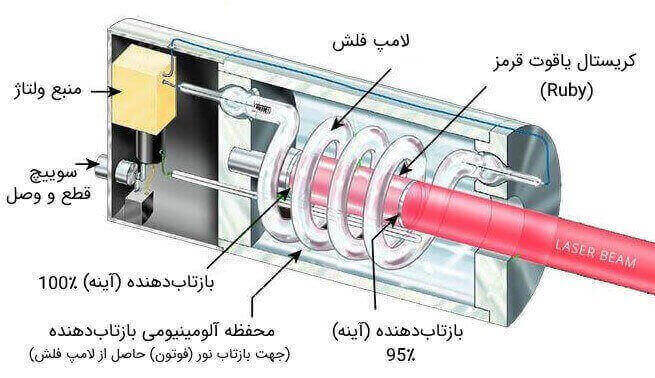
برش ورق استیل با لیزر
این روش از جمله روشهایی است که برای برش دادن انواع قطعات فلزی و استیل مورد استفاده قرار میگیرد. به دلیل سهولت در بکارگیری از دستگاههای لیزری استفاده از آن در صنایع بسیار بالا رفته است. یکی دیگر از مزایای استفاده از دستگاه پرتو لیزر، در طول هر زمانی بصورت یکنواخت عمل برش را انجام میدهد که این امر موجب بالا رفتن کیفیت و تمیزی کار میشود. عمل برش به این صورت است که لیزر تقویت شده به سطح فلز میتابد و قسمتهای مورد نیاز را میسوزاند که این مواد ذوب شده با استفاده از گازهای مختلفی پخش میشوند.
از دیگر ویژگیهای برش با لیزر میتوان به موارد زیر اشاره کرد:
- سرعت بالا
- طرح دار کردن ورقهای استیل با دقت بالا
- صرفه جویی در متریال مصرفی
- عدم هزینه برای ساخت قالب
- مقرون به صرفه
برش ورق استیل با روش پلاسما
روش پلاسما نسبت به روش هواگاز، کیفیت و سرعت بالاتری دارد و برای ورقهای با ضخامت 0.5 تا 120 میلی متر مناسب است. اما استفاده از این روش معایبی نیز دارد که میتوان به موارد زیر اشاره کرد:
- مضر برای محیط زیست و بدن انسان
- تعمیرات سخت و پر هزینه
- دارای امواج صوتی مضر که به گوش آسیب میرسانند
برش با قیچیهای برش
یکی از سادهترین و سریعترین روشهای برش استفاده از قیچیهای ورق بر است. این روش دقت بالایی ندارد اما میتوانیم با استفاده از قالبها برش را با دقت بالاتری انجام دهیم. از دیگر ویژگیهای این عبارتند از:
- برش ورق استیل تا ضخامت 2.5 میلی متر
- راه اندازی سریع
- صرفه جویی در وقت و هزینه
برش با CNC
ما تا زمانی میتوانیم از روش برش با لیزر استفاده کنیم که ضخامت ورقهای استیل کمتر از 15 میلی متر باشد وقتی ضخامت بیشتر از این مقدار باشد دیگر دستگاههای لیزری قابل استفاده نمیباشند و باید از دستگاه CNC استفاده کرد. این دستگاه قابلیتهای بسیار و پیشرفتهای دارد و هر کارگاه پیشرفتهای یک دستگاه CNC را دارا است. از دیگر ویژگیهای این دستگاه عبارتند از:
- برش ورقهای با ضخامت بالای 50 میلی متر
- سرعت بسیار بالا نسبت به کلیه دستگاههای برش
- دقت بالا
- قابلیت اجرای طرحهای دلخواه
- قابلیت برشکاری همراه با آب و صابون برای جلوگیری از سوختن لبههای ورقههای فولادی ضد زنگ
بیشتر بخوانید: دستگاه CNC و کاربرد آن
برش با دستگاه واتر جت
یکی از بهترین روشهای برش استفاده از دستگاه واتر جت میباشد که این دستگاه با فشار آب ورقهها و یا هر ماده دیگری را برش میدهد. به این صورت که آب از داخل روزنه دستگاه با فشار 900 متر بر ثانیه روی سطح مورد نظر میریزد و آن قسمت را برش میدهد. این روش در مقابل سایر روشهای معرفی شده مزایای فراوانی دارد. در این روش به دلیل استفاده از آب سرد جهت برش، استیل دچار تنش گرمایی نشده و کیفیت خود را حفظ میکند که این نکته در برش فلزات بسیار حائز اهمیت است.
برش با ارههای مخصوص رو میزی
یک روش آسان، سریع و ارزان برای برش است. ابراز مورد استفاده در این نوع برش اره برقی دستی میباشد که بسیار مناسب برای پروژههای کوچک و مصارف خانگی است.
بیشتر بخوانید: انواع جوشکاری فلزات
امیدوارم که از خواندن این مقاله لذت برده باشید و برای شما مفید واقع شده باشد. ما در سایت صنایع فلزی مدرن مقالات کاربردی دیگری از جمله جوشکاری ورق گالوانیزه، تفاوت برش لیزری و برش CNC، برش لیزر و… ارائه داده ایم.